Las baterías de iones de litio tienen una amplia gama de aplicaciones. Según su clasificación, se dividen en baterías para almacenamiento de energía, baterías de potencia y baterías para electrónica de consumo.
- La batería para almacenamiento de energía cubre el almacenamiento de energía de comunicaciones, el almacenamiento de energía eléctrica, los sistemas de energía distribuida, etc.
- Las baterías de energía se utilizan principalmente en el campo de la energía y atienden al mercado de vehículos de nueva energía, carretillas elevadoras eléctricas, etc.
- Las baterías para productos electrónicos de consumo cubren el campo industrial y de consumo, incluyendo la medición inteligente, la seguridad inteligente, el transporte inteligente, la Internet de las cosas, etc.
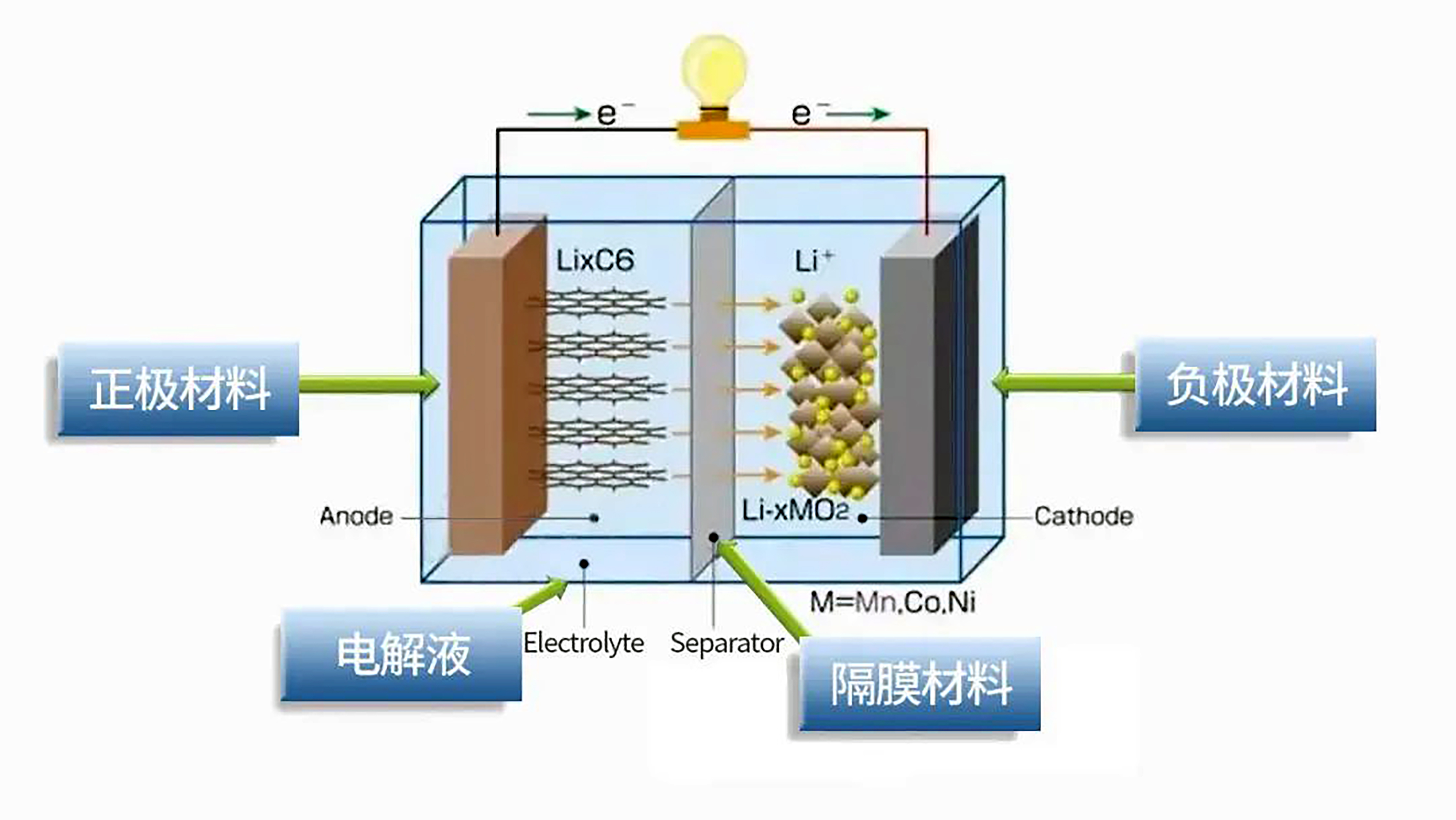
La batería de iones de litio es un sistema complejo, compuesto principalmente de ánodo, cátodo, electrolito, separador, colector de corriente, aglutinante, agente conductor, etc., que involucra reacciones que incluyen la reacción electroquímica del ánodo y el cátodo, la conducción de iones de litio y la conducción electrónica, así como la difusión de calor.
El proceso de producción de baterías de litio es relativamente largo y en él intervienen más de 50 procesos.
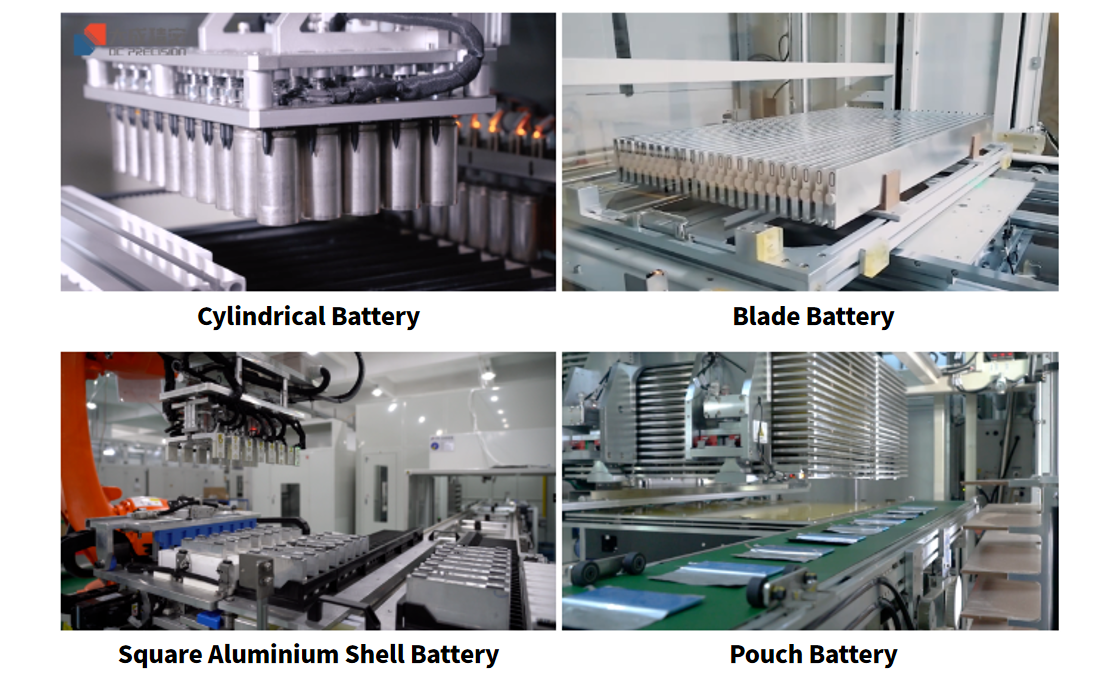
Las baterías de litio se pueden clasificar en baterías cilíndricas, baterías cuadradas de carcasa de aluminio, baterías de bolsa y baterías de láminas, según su forma. Si bien existen algunas diferencias en su proceso de producción, en general, el proceso de fabricación de baterías de litio se divide en el proceso inicial (fabricación de electrodos), el proceso intermedio (síntesis de celdas) y el proceso final (formación y empaquetado).
En este artículo se presentará el proceso inicial de fabricación de baterías de litio.
El objetivo de producción del proceso inicial es completar la fabricación del electrodo (ánodo y cátodo). Sus principales procesos incluyen: suspensión/mezcla, recubrimiento, calandrado, corte longitudinal y troquelado.
Mezcla/Suciedad
La lechada/mezcla consiste en mezclar uniformemente los materiales sólidos del ánodo y el cátodo de la batería y luego agregar el disolvente para formar la lechada. La mezcla de lechada es el punto de partida de la línea de producción y el preludio para la finalización de los procesos posteriores de recubrimiento, calandrado y otros.
La suspensión de baterías de litio se divide en suspensión para electrodos positivos y negativos. Añada sustancias activas, carbón conductor, espesante, aglutinante, aditivo, disolvente, etc., al mezclador proporcionalmente. Al mezclar, se obtiene una dispersión uniforme de la suspensión sólido-líquido para el recubrimiento.
Una mezcla de alta calidad es la base para la finalización con alta calidad del proceso posterior, lo que afectará directa o indirectamente el rendimiento de seguridad y el rendimiento electroquímico de la batería.
Revestimiento
El recubrimiento es el proceso de recubrir los materiales activos positivos y negativos sobre láminas de aluminio y cobre, respectivamente, y combinarlos con agentes conductores y aglutinantes para formar una lámina de electrodo. Los disolventes se eliminan mediante secado en horno, de modo que la sustancia sólida se adhiere al sustrato y forma la bobina de la lámina de electrodo positivo y negativo.
Recubrimiento de cátodos y ánodos
Materiales del cátodo: Existen tres tipos de materiales: estructura laminada, estructura de espinela y estructura de olivino, correspondientes a los materiales ternarios (y cobaltato de litio), manganato de litio (LiMn2O4) y fosfato de hierro y litio (LiFePO4) respectivamente.
Materiales de ánodo: Actualmente, los materiales de ánodo utilizados en baterías comerciales de iones de litio incluyen principalmente materiales de carbono y materiales no carbonados. Entre ellos, el carbono incluye el ánodo de grafito, el más utilizado actualmente, y el carbono desordenado, el carbono duro, el carbono blando, etc.; los materiales no carbonados incluyen el ánodo a base de silicio, el titanato de litio (LTO), etc.
Como vínculo central del proceso inicial, la calidad de ejecución del proceso de recubrimiento afecta profundamente la consistencia, la seguridad y el ciclo de vida de la batería terminada.
Calandrado
El electrodo recubierto se compacta aún más mediante un rodillo, de modo que la sustancia activa y el colector están en estrecho contacto, lo que reduce la distancia de movimiento de los electrones, disminuye el grosor del electrodo y aumenta la capacidad de carga. Al mismo tiempo, puede reducir la resistencia interna de la batería, aumentar la conductividad y mejorar la tasa de utilización del volumen, aumentando así su capacidad.
La planitud del electrodo tras el calandrado afectará directamente el efecto del corte posterior. La uniformidad de la sustancia activa del electrodo también afectará indirectamente el rendimiento de la celda.
Corte longitudinal
El corte longitudinal consiste en el corte longitudinal continuo de una bobina de electrodo ancha en rebanadas estrechas del ancho requerido. Durante el corte longitudinal, el electrodo se somete a un esfuerzo cortante y se rompe. La planitud del borde después del corte (sin rebabas ni flexiones) es clave para evaluar el rendimiento.
El proceso de fabricación de un electrodo incluye soldar la lengüeta, aplicar papel adhesivo protector, envolverla y cortarla con láser para el posterior proceso de bobinado. El troquelado consiste en estampar y dar forma al electrodo recubierto para el proceso posterior.
Debido a los altos requisitos de desempeño de seguridad de las baterías de iones de litio, la precisión, estabilidad y automatización de los equipos son muy demandadas en el proceso de fabricación de baterías de litio.
Como líder en equipos de medición de electrodos de litio, Dacheng Precision ha lanzado una serie de productos para la medición de electrodos en el proceso inicial de fabricación de baterías de litio, como el medidor de densidad de área de rayos X/β, el medidor de densidad de área y espesor CDM, el medidor de espesor láser, etc.

- Medidor de densidad de área Super X-Ray
Se adapta a la medición de recubrimientos de más de 1600 mm de ancho, admite escaneo ultrarrápido y detecta características detalladas como áreas de adelgazamiento, rayones y bordes cerámicos. Es útil para recubrimientos de circuito cerrado.
- Medidor de densidad de área de rayos X/β
Se utiliza en el proceso de recubrimiento de electrodos de batería y en el proceso de recubrimiento de cerámica del separador para realizar pruebas en línea de la densidad del área del objeto medido.
- Medidor de espesor y densidad superficial CDM
Se puede aplicar al proceso de recubrimiento: detección en línea de características detalladas de los electrodos, como recubrimiento faltante, escasez de material, rayones, contornos de espesor de áreas adelgazadas, detección de espesor AT9, etc.;
- Sistema de medición de seguimiento síncrono de múltiples cuadros
Se utiliza para el recubrimiento de cátodos y ánodos de baterías de litio. Utiliza múltiples marcos de escaneo para realizar mediciones de seguimiento sincronizado en los electrodos. El sistema de medición de seguimiento sincronizado de cinco marcos permite inspeccionar la película húmeda, la cantidad neta de recubrimiento y el electrodo.
- Medidor de espesor láser
Se utiliza para detectar el electrodo en el proceso de recubrimiento o calandrado de baterías de litio.
- Medidor de espesor y dimensión fuera de línea
Se utiliza para detectar el espesor y la dimensión de los electrodos en el proceso de recubrimiento o calandrado de baterías de litio, lo que mejora la eficiencia y la consistencia.
Hora de publicación: 31 de agosto de 2023




